Свердло по металу. Один з найважливіших елементів оснащення при роботі з металами та сталями. Коли потрібно просвердлити отвір - без свердла нічого не вийде.
Що це таке і як воно працює.
Перш за все зазначу, що в даній статті ми оглянемо тільки свердла з циліндричним хвостовиком, що підходять як для ручних свердлильних машин, так і для верстатів свердлильних, фрезерних і верстатів з ЧПУ.
Почнемо. Свердло по металу - це пруток, круглого перерізу, виготовлений з інструментальної швидкорізальної сталі. Пруток розділений (не буквально) на дві частини – ріжучу частину та хвостовик. Хвостовик є циліндром, на якому нанесені первинні дані про свердло - діаметр, марка сталі, і логотип або назва виробника. Саме хвостовик свердла фіксується у свердлильному патроні. Ріжуча частина являє собою дві спірально закручені ріжучі кромки з заточеним торцем і канавкою, по якій відбувається відведення стружки при роботі. Ріжуча частина свердла спірально закручена праворуч. Однак також виробляються свердла з лівою стрічкою. Так звані «ліві» свердла призначені в основному для висвердлювання зламаних кріплень, або задіяні в спеціальних технологічних процесах.
Тепер детальніше про параметри різальної частини.
Найбільш навантаженою частиною свердла є вістря. Місце де сходяться дві ріжучі кромки свердлу. Кут, під яким вони сходяться, відіграє значну роль у процесі роботи. Залежно від оброблюваного матеріалу підбирають свердла з певним кутом заточування:
- Кут при вершині 50-60 градусів – для пластику та полімерних матеріалів
- Кут при вершині 80-90 градусів – підходить для обробки легких та м'яких металів
- Кут при вершині 90-100 градусів – підходить для роботи із силуміном
- Кут при вершині 116-118 градусів – для чорних сталей, чавунів, кольорових металів
- Кут при вершині 130-140 градусів – для найбільш твердих типів металів та сталей
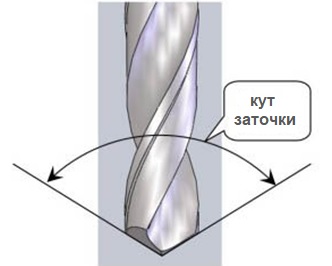
Узагальнемо трохи – чим більше кут при вершині, тим міцніше свердло, проте при цьому доводиться докладати значно більше зусиль для свердління, і відповідно зростає швидкість нагрівання свердла. І навпаки - при зменшенні кута, тепловіддача покращується, швидкість свердління збільшується (за рахунок збільшення довжини ріжучої кромки), але значно падають характеристики свердла.
Також поки ми тут, хотілося б проговорити про заточення свердла. Свердло, зважаючи на своє призначення, в процесі роботи, має властивість тупитися. Якщо вчасно не заточувати свердло, робочий процес буде затягуватися, якість обробки падати, свердла швидше виходитимуть з ладу. Все це не лише час, а й фінансові витрати. Процес заточування досить складний. Необхідно мати уявлення про правильні кути заточування, мати певний вимірювальний шаблон (шаблон для перевірки заточування свердла) та заточне обладнання в запасі. Якщо всього цього немає, рекомендуємо віддати свердло в інструментальні цехи, для його заточування та доведення. Нехай це коштує грошей, проте ви не зіпсуєте інструмент через незнання процесу. Якщо все це є, і є бажання, то кілька базових речей:
Існує два основних типи заточки свердел. Одинарна та подвійна. Вони у свою чергу поділяються на підгрупи. Одинарна із заточуванням перемички, і одинарна із заточуванням перемички та стрічки. Подвійна із заточуванням перемички та подвійна із заточуванням перемички та стрічки. Для свердел діаметрами до 12 міліметрів застосовують одинарне заточування і одинарне із заточенням перемички. Інші види застосовують для свердел великих діаметрів, під певні оброблювані матеріали. Більш глибоко процеси заточування розкрито в літературі з машинобудування, металознавства (наприклад, книга «Свердувальник» за авторством Винникова І. 3., Френкель М. І. 1971).
Наступний параметр – це точність свердла. Параметр, що відповідає за точність та допуск отвору, висвердленого свердлом. Свердла по металу виготовляють у трьох основних класах:
- В та В1 – так звана нормальна точність. Найчастіше зустрічаються свердла саме цього класу. Свердла даного класу виробляються методом катання та вальцювання. Канавка для відведення стружки та стрічка свердла не шліфовані. Свердла даного класу висвердлюють отвори з 14 та 15 квалітетом допуску.
- А1 – шліфовані свердла високої точності. У даних свердлів канавка та стрічка шліфовані, що підвищує точність отвору до 10 та 13 квалітету.
Як ви розумієте, для побутових цілей, цей параметр не відіграє значної ролі, оскільки допуски та квалітети не виміряти без спеціального вимірювального оснащення. А ось для виробництв, пов'язаних з точною металообробкою, цей параметр дуже важливий. Саме з цієї причини я рекомендував би цій категорії покупців звертати увагу на свердла високої точності – класу А1.
Наступний критерій – марка сталі, з якої виготовлено свердло. Один із ключових факторів, що визначають вибір свердла. Під певні завдання та оброблювані матеріали підбирають і свердла. Тут ми ознайомимося зі свердлами із швидкорізальних сталей. Швидкорізальні сталі застосовуються для виготовлення інструменту, який працює на високих швидкостях різання. Такі сталі повинні мати високий поріг міцності, твердості та червоностійкості. Основні представники таких сталей та матеріали, які ними допустимо обробляти – нижче:
- Р6М5 (закордонний аналог HSS) – стали вуглецеві низьколеговані (Ст20 – Ст45, 15Х, 20Х, У8А), кольорові сплави (БрАЖМц10-3-15, МЦ-4), алюмінієві та магнієві сплави (Д1АТ, Д16Т, А1Т АК4, АЛ-32-Т6К). Сюди можна віднести сталі Р6М5Ф3 (найближчий зарубіжний аналог S6-5-3).
- Р6М5К5, Р12Ф3 (закордонний аналог HSS-Co, HSS-E і HS12-1-2) – стали леговані підвищеної міцності (38ХМЮА, 12Х2Н4А, 30ХГСА, 38ХС, ШХ15, ХВГ, 12ХН2, 2Х сталі перлітного класу (20Х3М8Ф-Ш), високолеговані хромисті та вольфрамові сталі (ХН38ВТ, 10Х11Н20Т3Р, 95Х18-Ш, 12Х13, 30Х13, 95Н8), корозійностійкі та жаростійкі хромнікелеві (12Х13Н9Т, Х18Н9Т, 12Х18Н10Т5)
- Р18 (найближчий зарубіжний аналог HS18-0-1) - стали леговані підвищеної міцності (38ХМЮА, 12Х2Н4А, 30ХГСА, 38ХС, ШХ15, ХВГ, 12ХН2, 12Х2НФА, 18Х24Х0Х-2), теплостійкі хромомолібденові сталі перлітного класу (20Х3М8Ф-Ш), високолеговані хромисті та вольфрамові сталі (ХН38ВТ, 10Х11Н20Т3Р, 95Х18-Ш, корозійно-стійкі хромнікелеві сталі (15Х12Н2М8ФАБ-Ш, 15Х16Н2АМ), корозійно-стійкі та жаростійкі хромнікелеві сталі (12Х13Н9Т, Х18Н9Т, 12Х18Н10Т5)
- Р9М4К8 (найближчий зарубіжний аналог S10-4-3-10) - теплостійкі хромомолібденові сталі перлітного класу (20Х3М8Ф-Ш), високолеговані хромисті та вольфрамові сталі (ХН38ВТ, 10Х11Н20Т3Р, 95Х18 8ФАБ-Ш, 15Х16Н2АМ) , корозійностійкі і жаростійкі хромнікелеві сталі (12Х13Н9Т, Х18Н9Т, 12Х18Н10Т5), жароміцні та жаростійкі хром. ТЮР-ВД, ХН50ВМТЮБ, ХН38ВТ, ХН60ВТ), жароміцні ливарні сплави на нікелевих та хромистих основах (ЖСВ-В4, ЖС6К-В4, ВХ4Л), сплави на титановій основі (ВТ3-1, ВТ-3, ВТ-200).
- Також досить часто зустрічаються такі види як Р9 (вуглецеві сталі низьколеговані (Ст20 – Ст45, 15Х, 20Х, У8А), Р12 (сталі леговані підвищеної міцності (38ХМЮА, 12Х2Н4А, 30ХГСА, 38ХС, ШХ15, ХВГ, 12ХН2, 12Х2НФА, 18Х24МА) , Р9К5 (стали леговані підвищеної міцності (38ХМЮА, 12Х2Н4А, 30ХГСА, 38ХС, ШХ15, ХВГ, 12ХН2, 12Х2НФА, 18Х24МА), жароміцні сплави на нікелевих та хромованих основах (ХН77ТЮР-ВД, ХН50ВМТЮБ, ХН38ВТ, ХН60ВТ) Ще рідше Р14Ф4, Р18К5Ф2, Р6М3, Р9Ф5.
Для чого тут усі ці абревіатури. Оскільки даним інструментом користуються не тільки в побуті, а й на виробництвах, я думаю обізнана людина буде раді побачити трохи більше інформації про роботу свердл та їх застосування. А для недосвідченої людини буде достатньо загальної назви групи сталей. Буд дуже радий, якщо ця інформація допоможе у виборі відповідного інструменту. Ну а тепер трохи вивчимо, що означає Р6М5 та інші сталі. Кожна літера у назві сталі відповідає назві певного металу. Поруч стоїть справа цифра вказує на відсотковий вміст даного металу в свердла. Візьмемо приклад – Р6М5:
Р - літера вказує на вміст вольфраму, а цифра 5 - на 5-відсотковий вміст даного металу в свердлі. М – молібден, К – кобальт, Ф – ванадій, Т – титан, Н – нікель.
Наступний важливий параметр – довжина свердла. Свердла по металу з циліндричним хвостовиком випускають у кількох серіях.
- Коротка серія – свердла з укороченою робочою частиною для дрібних робіт. Завдяки більш короткому тілу, трохи міцніші на поперечні навантаження
- Середня серія – свердла, повсюдно поширені. Майже завжди у побуті та виробничих комплексах використовують саме цю серію свердл.
- Довга серія – виходячи з назви можна зрозуміти, що дані свердла мають більш довгу робочу частину. У відсотковому співвідношенні від 80% і від. Що дозволяє виконувати отвори великої глибини.
- Наддовгі свердла (даної серії немає у вітчизняних ГОСТах, але вона присутня у імпортних виробників) – застосовується виключно у спеціалізованих та вузькопрофільних завданнях. Оскільки для свердлів такої довжини, потрібна виняткова точність та акуратність у роботі.
Резюмуючи вищесказане про довжину свердла – можу сказати, що для більшості завдань цілком підійде свердло середньої серії. Свердла інших серій, все ж таки більш специфічні у своєму призначенні. Тим не менш, варто мати уявлення про різноманітність типорозмірів.
Далі коротко пройдемося покриттям свердла. У деяких випадках на свердло наносять певне покриття, для надання інструменту додаткових властивостей (таких як опір нагрівання, підвищення міцності). В приклад можу навести парооксидування свердла (воно стає чорного кольору), покриття свердла нітридом титану (його позначають TiN) та багато інших. Також дуже важливо мати уявлення про правила та техніку роботи свердлом. Я говорю про такі речі, як кількість оборотів, величина подачі, остуджування свердла в процесі роботи за допомогою СОЖ. Якщо підійти до питання серйозно, свердління — це ціла наука. У тому числі й наука поводження з інструментом. До кожного металу свій підхід та правильно підібраний свердлильний процес.
Ну що, шановний відвідувач сайту, я сподіваюся, голова не задимилася? Якщо все-таки трохи втомилися, дзвоніть нам або пишіть, а ми з радістю підберемо для ваших цілей найкраще свердло. У нашому магазині великий вибір свердел по металі з циліндричним хвостовиком від різних виробників. Тут ви знайдете свердла для побутових цілей та свердла для найскладніших технологічних процесів.