Напилок.
Ручний інструмент, призначений для виконання слюсарних робіт з металу, пластмаси, дерева та інших твердих матеріалів.
Процес обробки поверхні напилком називають обпилюванням. Відбувається завдяки нанесеним на поверхню робочої частини напилка насічкам або задиркам, які при проведенні напилка пошарово знімають матеріал. Таким чином, можна сказати, що напилок це багатолезовий інструмент.
Ключовим параметром для напилка є насічка. Її розмір і тип вказує на характер робіт і тип поверхні, що обробляється.
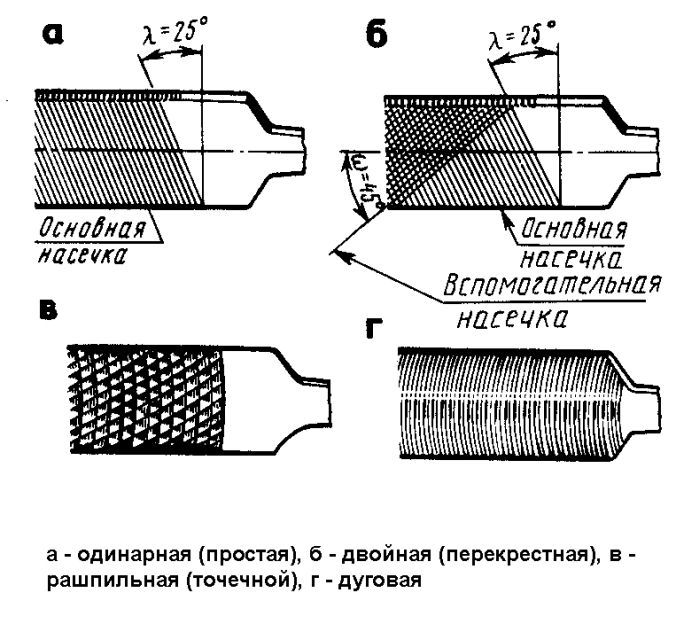
Почнемо з найпростішого. Для обробки металів і сталей застосовують напилки з одинарною або перехресною насічкою. Одинарна використовується для роботи з кольоровими металами. Перехресна насічка підходить для роботи зі сталями, чавунами та бронзою. Наступний тип насічки – дугова. Вона застосовується при роботі з кольоровими металами, а також з деревом.
І останній вигляд – рашпіль. Тут насічка представлена у вигляді нанесених крапок, що окремо стоять, на робочій поверхні. Підходить для роботи з дерева, шкіри, гуми.
Наступний параметр - це номер насічки, просто кажучи, частота розташування насічок. Цей показник впливає на величину матеріалу, що знімається з оброблюваної деталі. Чим менше кількість насічок на 1 см довжини, тим грубішою є обробка.
Розрізняють три основні види насічки - забійна (груба обробка), особиста (чистова обробка) оксамитова (точна доведення). Для наочності: забійна насічка має від 5 до 12 зубів на 1 см і за один прохід може знімати до 0, 15 мм матеріалу. Особиста насічка – від 14 до 24 зубів на 1 см. За прохід знімає до 0,025 мм. І оксамитова - від 28 до 56 зубів. ЗА прохід знімає до 0,01 мм.
Відповідно до ГОСТ 1465-80 існує 6 номерів насічок: №0 – найгрубіша, №1, №2, №3, №4, №5 – найдрібніша.
Наступний критерій відмінності напильників – форма та довжина напилка.
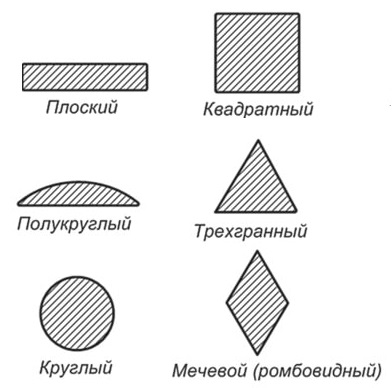
За формою напилки випускають круглими, плоскими, квадратними, напівкруглими, тригранними, ромбічними. Нижче представлені основні види форм та їх схема у розрізі.
З цими параметрами все ясно. Форма напилка та його довжина підбирається виходячи з потреби. Величина заготівлі - форма деталі, що обробляється. Вибираємо потрібний і в роботу.
Знову посилаючись на ГОСТ 1465-80, дізнаємося, що довжина напилків варіюється від 100 мм до 450 мм. Це довжина робочої частини. Багато виробників випускають напилки з ручкою. Зазвичай використовують дерев'яну або двокомпонентну для більшої зручності. Однак у продажу можна зустріти і напильники без ручки.
Вибираємо відповідний для себе напильник на нашому сайті. Великий вибір та прийнятні ціни.
Напильник.
Ручной инструмент, предназначенный для выполнения слесарных работ по металлу, пластмассе, дереву и иных твердых материалов.
Процесс обработки поверхности напильником называют опиливанием. Происходит он благодаря нанесенным на поверхность рабочей части напильника насечкам или заусенцам, которые при проводке напильника послойно снимают материал. Таким образом, можно сказать, что напильник это многолезвийный инструмент.
Ключевым параметром для напильника является насечка. Ее размер и тип указывает на характер работ и тип обрабатываемой поверхности.
Начнем с самого простого. Для обработки металлов и сталей применяют напильники с одинарной или перекрестной насечкой. Одинарная применяется для работы с цветными металлами. Перекрестная насечка подходит для работы со сталями, чугунами и бронзой. Следующий тип насечки – дуговая. Она применяется при работе с цветными металлами, и также с деревом.
И последний вид – рашпиль. Здесь насечка представлена в виде нанесенных отдельно стоящих точек на рабочей поверхности. Подходит для работы по дереву, коже, резине.
Следующий параметр — это номер насечки, попросту говоря, частота расположения насечек. Этот показатель влияет на величину снимаемого материала с обрабатываемой детали. Чем меньше количество насечек на 1 см длины, тем более грубой является обработка.
Различают три основным вида насечки – драчевая (грубая обработка), личная (чистовая обработка) бархатная (точная доводка). Для наглядности: драчевая насечка имеет от 5 до 12 зубьев на 1 см и за один проход может снимать до 0, 15 мм материала. Личная насечка – от 14 до 24 зубьев на 1 см. За проход снимает до 0, 025 мм. И бархатная –от 28 до 56 зубьев. ЗА проход снимает до 0, 01 мм.
Согласно ГОСТ 1465-80 существует 6 номеров насечек: №0 – самая грубая, №1, №2, №3, №4, №5 – самая мелкая.
Следующий критерий различия напильников – форма и длина напильника.
По форме напильники выпускают круглыми, плоскими, квадратными, полукруглыми, трехгранными, ромбическими. Ниже представлены основные виды форм и их схема в разрезе.
С данными параметрами все предельно ясно. Форма напильника и его длина подбирается исходя из потребности. Величина заготовки - форма обрабатываемой детали. Выбираем подходящий и в работу.
Снова ссылаясь на ГОСТ 1465-80 узнаем, что длина напильников варьируется от 100 мм до 450 мм. Это длина рабочей части. Многие производители выпускают напильники с ручкой. Обычно используют деревянную или двухкомпонентную для большего удобства. Однако в продаже можно встретить и напильники без ручки.
Выбираем подходящий для себя напильник на нашем сайте. Большой выбор и приемлемые цены.